
Description
Razor-concaving, when performed at a diameter that matters, can make a huge difference!
When it comes to these concave-bevel-maker thingies like this SKU, the quantity of the basis material and the disposable abrasive atop are not, as with other hones, what most heavily contributes to the costs. It is the SHAPE that you’re really buying, because the SHAPE is what’s hard to source ‘in nature’.
Finally after some more prototyping chasing this notion, here is what I feel to be the ideal shape-thingy; something that QUICKLY concaves any razor, is not too big to store nor too costly to acquire nor too challening to use, and perhaps most crucially, it requires zero geographic maintenance (just replace the disposable abrasive placed atop!)
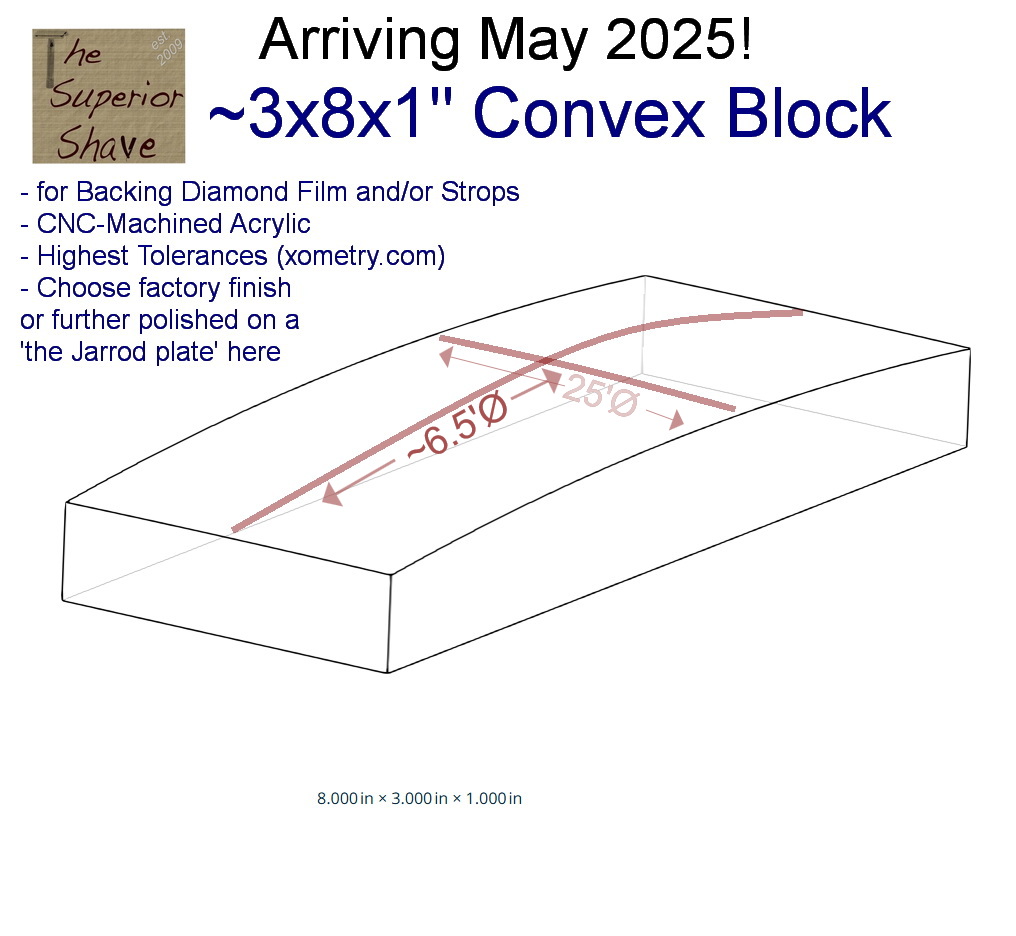
This 3x8x1″ block of acrylic, if shaped by hand with the ‘the Jarrod plate‘ and your very best abrasives, you’re looking at 4+ hrs brutal labor very conservatively, and several dollars in abrasives. It can be done, but you won’t want to do it. I say it is more like six to eight hours of hard labor all-in and then you can put that $80 (minus your abrasives’ costs!) back in your pocket.
After a long time thinking about the hope this could be a SKU, we’ve sourced a prototype that’s the preferred shape ideal for use with the popular lapping films, which at this time I would say if 2mØ / 6.5Ø, and most crucially, can be produced accurately while still being able to land in your hand for right around $100. With a razor’s spine and edge flush to this ‘wheel’, anyone should feel the difference in any flat bevel with any abrasive finish and a bevel shaped with this object and having the same abrasive finish.
Any top class razor, if shaped its entire bevel to the standard of concavity of a 6.5’Ø wheel, will perform like never before, with zero drawbacks. It is more flexible, it cuts more easily, it makes more noise, its noises are higher pitched and finer-sounding, and it does not suffer any breakdowns.
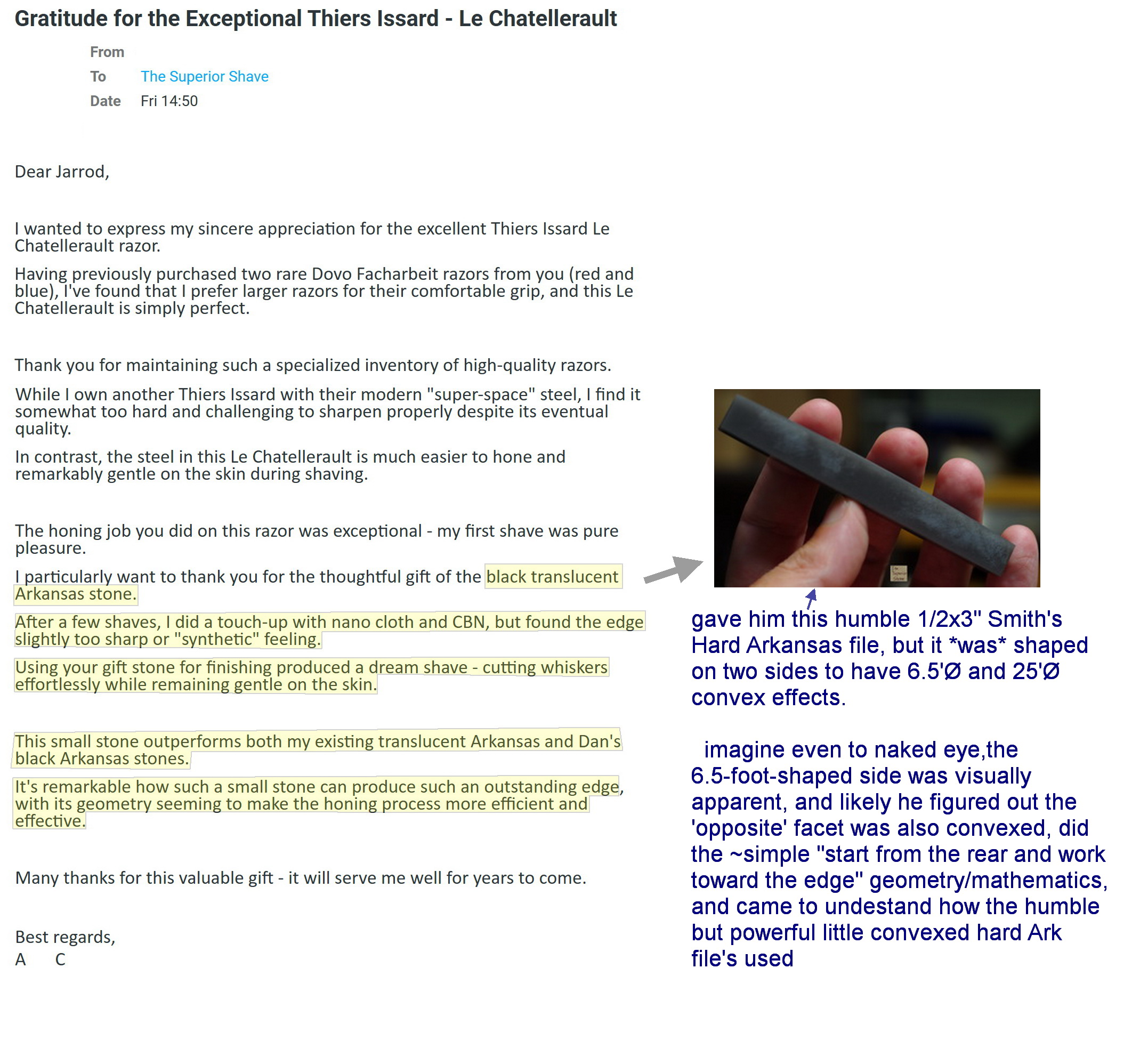
For slightly lesser quality razors that are still quite capable of good shaves, or for those still learning to shave struggling with a razor (who *MAY* find thicker-ground razors like wedges|near-wedges easier to use initially), setting up a bevel with this device and then finishing that bevel upon a pasted strop or a flat/hard/fine finishing stone is always an easy and hyper-reliable option. But for the elite things like the Facharbeit, or the Chatellerault, you’ll want to use this thing to the end and at the highest abrsasive# you’ve got.
Not counting prototyping runs, we have used the American co. now making these acrylic blocks for us for 10x successfully since this crazy convexing stuff began, and this piece is two steps finer-surfaced than all the prior parts we’ve ordered from them. The thinking is that you will put your lapping film directly on its surface and hone straight away, just as it is finished by them. ‘Surface’ refers only to the convex shaped ~3×8″ ‘top’ surface, obviously; extra polishing’s costly, so the other five facets which do not back lapping film or a strop have to stay at a lesser level of refinement to cut down on the per-unit production expenses of this item.
Shipping a ~500g+ acrylic block’s always going to be expensive, mind you – acrylic is dense and heavy. When you are shopping floor-standing loudspeakers online, much of the price you are comparing is just the high shipping costs of moving those class of objects baked in to the retail price you see. But then, all that weight of acrylic is going to make this thing stick stationary on your honing table that much better. I want acrylic, I know acrylic’s expensive to work and heavy, but it is the gold standard to me for this object short of making a run of the most polished piece of solid stainless steel (which would cost far beyond $100/ea. to make).
Being as it costs ~$20 to put a top quality acrylic 3x8x1″ in your hand via the mail, for ~$80 more you get back in your life that hard labor time nobody wants to put in to these things, which includes yours truly; in fact as I write this to you, I’ve been battling a piece for nearly 3 weeks, taking it out back for the mess it makes every work day ~15-20 mins per session. Fifteen completely dedicated minutes at a time is about all the fight I got left in me for anything this rock hard. Anyway, the scoreboard isn’t making joy, I’m barely past halfway and I’m well past 3hrs in sum. A 6.5’Ø x 25’Ø ellipse is just not a practical shape to go chasing in-hand grinding and polishing, there’s too much acrylic pushing back to have to burn off when we begin with a perfect rectangle. The 3x8x1″ 23Ø cylindrical shape, OTOH, I finished in just 0.75hrs. But the 2mØ shape is the shape you’ll want for *shaving*, if not stone-grinding, not the measly 23 feet shape which is only good for finishing!
We’ve paid the machinists, and in so doing supported two American businesses, and there’s likely a third little guy somewhere we’re supporting with this insanity [if I’m correct, when you commit to buy long duration/more qty purchase order of a repeated-part (= so they know it works out fine in production if all goes on their side as it did in the prior small-quantity test order), the work ultimately goes to the lowest bidder among their regular independent people with CNC machinery & skills who grind-for-hire]. A small potatoes job like this is almost certainly farmed out so that their in-house CNC specialists can be ready to do more profitable jobs where any of the ‘rush’ buttons is enabled by the customer during their checkout.
No matter how I beat my cute little crazy concave razor person drum, to get you to buy this, price price price price price price price seems to be of some importance. So after we know these things work via costs incurred in prototyping, we must dedicate ~0.75-1.25yrs’ worth of capital, we must buy as high a quantity as we can scrounge together cold hard cash as a ~failing/flailing little business, and we must elect for 1-2 months’ production lead (though we have bought 100% USA-materials and labor runs before…here unfortunately it is a mix, because we want to compare the quality of the finished runs, as some previous ‘the jarrod plate‘ runs from CN have had shockingly-high quality outcomes, I’d go so far as to say 1 particular CN run was better than even all 5 of the USA-only runs).
These will be glorious, I can’t wait!
These blocks are being produced at the highest tolerance offered for surface fineness on the facet that matters, and the CNC machining accuracy is also excellent (but that is less important than the surface texture). You can certainly hone on it immediately as finished. If you absolutely insist to have a polished one off of the ‘the jarrod plate‘, we’ll offer it. And of course, as given it will make a tremendous block to put behind any 3″ wide strop for use with sharpening pastes.
If you’re not intending to use this surface directly below lapping film, do not pay extra for me to labor it out with a ‘the jarrod plate’ and sandpapers, because it won’t make a damn bit of difference.
Stay tuned!